| 產品參數 | |
|---|---|
| 產品價格 | 1280/件 |
| 發貨期限 | 定制一周 |
| 供貨總量 | 定制 |
| 運費說明 | 可談 |
| 最小起訂 | 1 |
| 是否廠家 | 實力廠家 |
| 產品材質 | 鑄鐵 |
| 加工定制 | 來圖定制 |
| 可售賣地 | 全國 |
| 是否進口 | 否 |


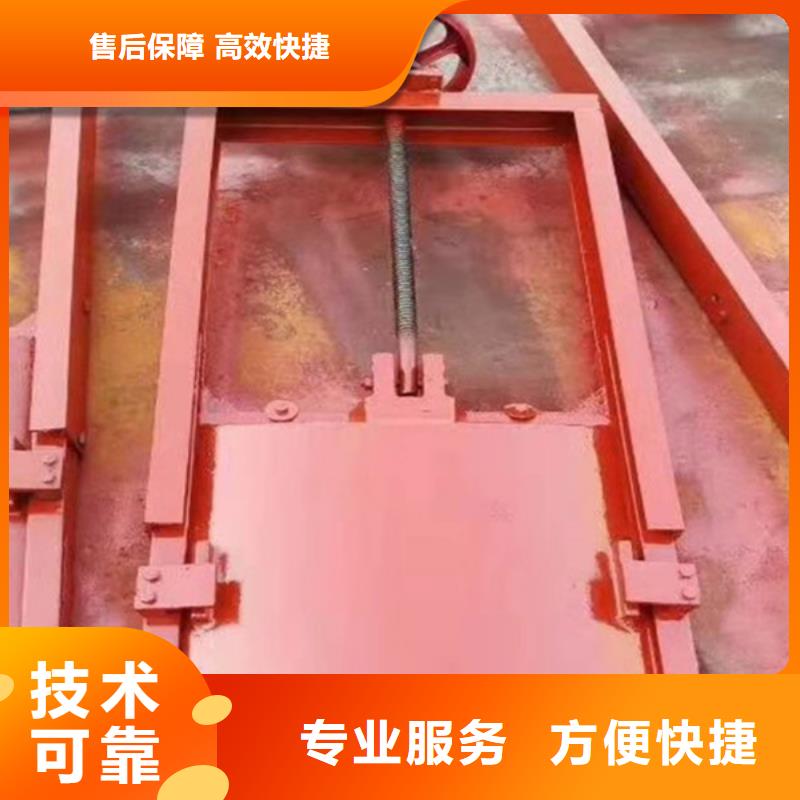
鑄鐵閘門主要由閘框和閘板兩大部分組成。鑄鐵閘門的閘框是閘板的支承構件,也是閘板的運行滑道,由地腳螺栓安裝固定在水閘閘墩及閘底板的二期混凝土中,將閘板所承受的全部水壓力傳遞到閘室中。
為科學合理節約材料及減輕自重,鑄鐵閘門的斷面制成格構式,斷面尺寸按所受荷載大小和閘板運行情況綜合考慮。閘板是用來封閉和開啟孔口的活動擋水構件, 板面四周設鑄鐵邊框梁 , 為提高閘板的強度 , 板面制成拱形, 拱的圓心角按 6 0 度設計,以降低其所受的水壓力。
為了鑄鐵閘門便于制造、 運輸和安裝 , 閘板可制成上下幾部分 ,待到安裝現場后再用螺栓連接組裝成整體 ,連接處上下板設置法蘭和筋板使其成為閘板的中間橫梁, 以提高閘板的縱向剛度 , 在寬度方向設置縱向筋板 ,以提高其橫向剛度,同時起到縱梁的作用。
鑄鐵閘門防腐處理方法
鑄鐵閘門噴砂用氣操作壓力小少于0.5MPa,配備6m3/Sr空氣壓縮機。采用流動式空氣壓縮機時,其排氣量為6m3/s,額定壓力為0.8MPa,功率為37kw。噴砂處理所用的壓縮空氣必須經過冷卻裝置及油水分離器處理,以保證壓縮空氣的干燥、無油。油水分離器必須定期清理。噴砂時噴嘴尺寸為6~8mm,在使用過程中,由于磨損,孔口直徑增大了25%時宜更換噴嘴。經噴砂處理并檢驗合格的金屬表面,在運輸或防腐施工前應保持干凈,避免沾染上水或油污雜質,并且不能直接用手接觸金屬表面,以防止局部返銹;已沾染上油污的金屬表面必須用相應的有機溶劑進行處理,以噴槍中的壓縮空氣為原動力,在驅動裝置推動下,鋅絲通過噴嘴,在氧一乙炔焰的加熱下,成為熔融體,借壓縮空氣使之霧化成微粒并噴射到工件上,形成熱噴涂鋅保護層。
鑄造閘門通常配有手動或電動螺旋閘門葫蘆。
鑄造閘門主要用于排水、防洪、灌溉、水利、水電等工程中,可用于截流、疏水、調節水位,也可用于關閉閘門開口來阻隔洪水。
鑄造閘門有三種類型:ZMF方型、ZMY圓型和ZML凸緣圓型。鑄造門一般由兩部分組成:門扇和門框。門主體及框架用鑄鐵材料。整個身體常常被鑄造并加工。
門體內通常采用面板和肋板結構,面板可以是平面的,也可以是拱形的。門主體一般為整體鑄造和機加工,但較大的尺寸可分成若干部分。門體內通常使用集成金屬防水條,也可以作為支撐滑塊。用同樣材料制成的沉頭螺釘將金屬止水帶固定在門上。止水板在螺釘頭的表面已經打磨過,一些較大的P形橡膠也可以止水板。
鑄造閘門安裝時應采用整體就位的方式,以防止閘框變形。
鑄造閘門安裝前,首先要檢查各連接部位的螺栓是否因為運輸和裝卸而松動,如果有松動,就應將其緊固。
確認主立架和橫架連接處止水面是否有錯位,如果有錯位,則松動連接螺栓,使止水面調整到同一平面。
澆筑閘門應整體就位安裝,嚴禁閘框、閘板分體安裝,防止閘框變形。
安裝前應先檢查立、橫框之間、閘板與閘板之間的連接螺釘是否松松脫,是否有錯接,是否將其調至平面內,檢查閘板與閘板之間的間隙,確保閘板與閘板之間的間隙不大于0.08mm,如果間隙過大,可調整關閉裝置。向上緊固各螺栓。