| 產品參數 | |
|---|---|
| 產品價格 | 400/噸 |
| 發貨期限 | 2天內 |
| 供貨總量 | 50000 |
| 運費說明 | 汽運 |
| 最小起訂 | 0.1 |
| 質量等級 | 1級 |
| 是否廠家 | 廠家 |
| 產品材質 | 碳素管 |
| 產品品牌 | 寶鋼 攀鋼 |
| 產品規格 | 10-536 |
| 發貨城市 | 聊城 |
| 產品產地 | 山東 |
| 加工定制 | 是 |
| 產品型號 | 10-536 |
| 可售賣地 | 全國 |
| 產品重量 | 0.19 |
| 產品顏色 | 可定制 |
| 質保時間 | 1年 |
| 外形尺寸 | 圓形 |
| 適用領域 | 全國 |
| 是否進口 | 否 |
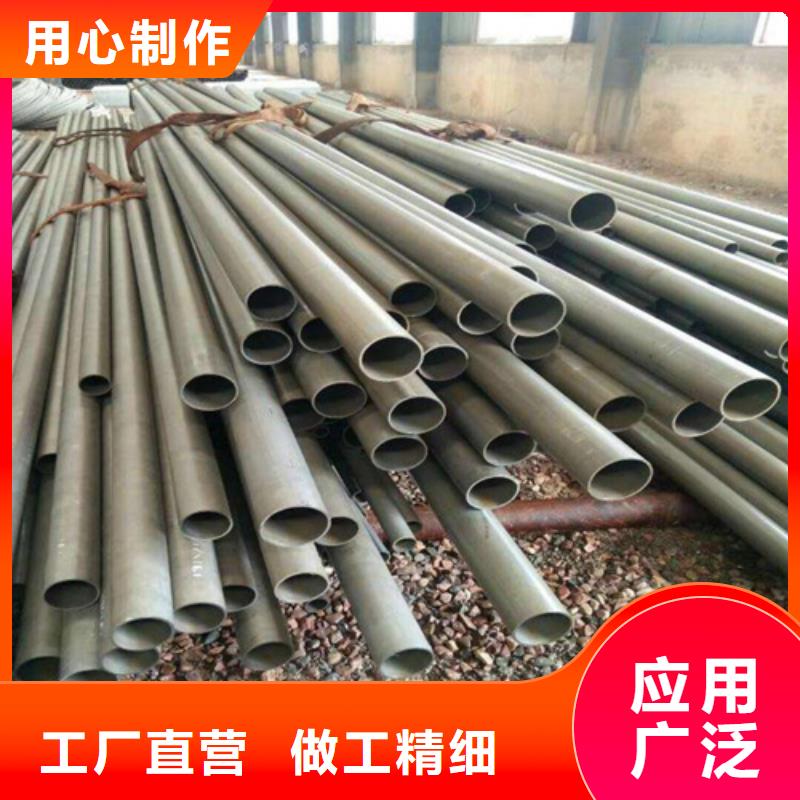
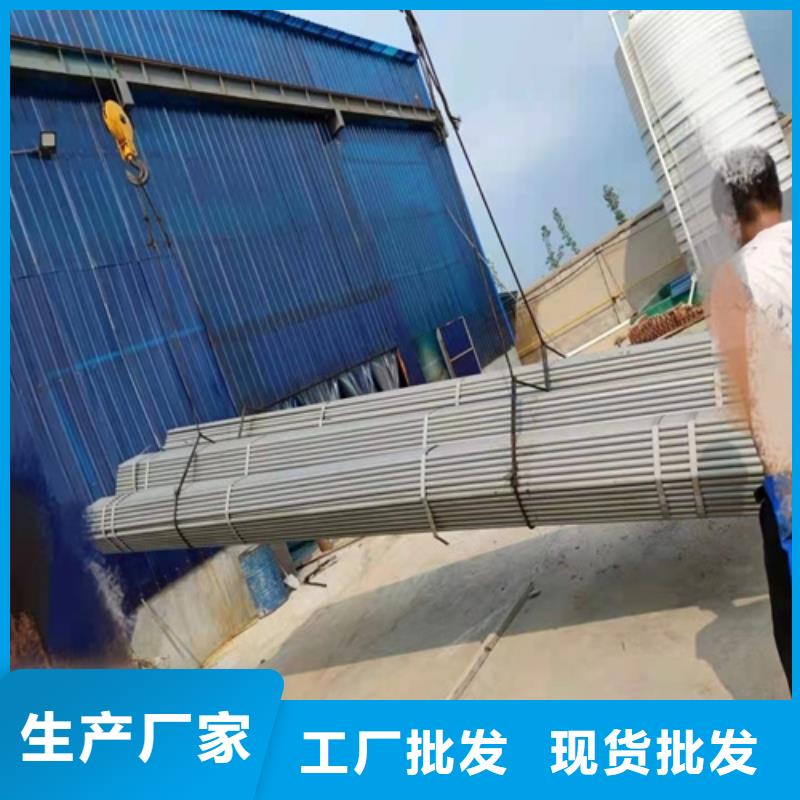
| 產品 酸洗鈍化無縫鋼管 | 產品表面 可定制 |
| 生產工藝 熱軋管 | 計重方式 過磅 |
| 是否加工 可酸洗配件 | 連接方式 焊接式 |






酸洗鈍化無縫鋼管在加工處理的時候要進行熱處理技術,這項熱處理技術一般的溫度要達到上百度,有的還可能達到上千度,這就要高性能的加工技術進行處理。無縫鋼管等模具鋼材,一般在熱處理過程中的淬火用油,多采用礦物油,如:10號、20號、30號等機械油,針對不同的模具零件,酸洗鈍化無縫鋼管個別熱處理企業使用0號柴油、7號機械油等。油的序號越高,黏度越大,閃點就越高。一般閃點在150~300℃之間。無縫鋼管熱處理時油的閃點是指油表面的蒸氣和空氣自然混合時,與火相接觸而出現火苗的溫度,酸洗鈍化無縫鋼管它的溫度的高低,對淬火零件的性有一定的影響。常見的礦物油的閃點為:10號機械油為165℃,20號機械油為170℃,30號機械油為180℃,40號機械油為190℃,過熱汽缸油hg- 52、62分別為300℃、315℃,合成汽缸油hg-65h、72h分別為325℃、340℃。一般而言,汽缸主要用于回火用油。
奧氏體不銹鋼經氧化性介質處置后其外表能構成知足上述要求的鈍化膜,但該鈍化膜在起活化效果的Cl-、Br-、F-等鹵素離子效果下,極易遭到毀壞。為確保酸洗鈍化質量,酸洗鈍化起首需思索采用酸洗鈍化液浸泡的方法,在不方便于采用液體浸泡的狀況下,才思索用涂刷酸洗鈍化膏的方法,但不宜運用涂刷酸洗鈍化液的方法。當采用酸洗鈍化液浸泡的方法時,需按期對浸泡液進行測試和化驗酸洗鈍化的常規工藝過程如下:→酸 洗→ 沖 洗→ 鈍 化(池 洗)→預處理→→酸洗鈍化(二合一)液(池洗)→沖洗→后處理→酸洗鈍化(二合一)膏(池洗)→酸洗鈍化無縫鋼管:金屬經氧化性介質處置后,其侵蝕速度比本來未處置前有明顯下降的景象稱金屬的鈍化。其鈍化首要可用薄膜理論來分析,即以為鈍化是因為金屬與氧化性介質效果,效果時在金屬外表生成一種十分薄的、致密的、掩蓋功能優越的、能中固地附在金屬外表上的鈍化膜。這層膜成自力相存在,凡間是氧和金屬的化合物。它起著把金屬與侵蝕介質完全離隔的效果,避免金屬與侵蝕介質直接接觸,然后使金屬根本中止消融。
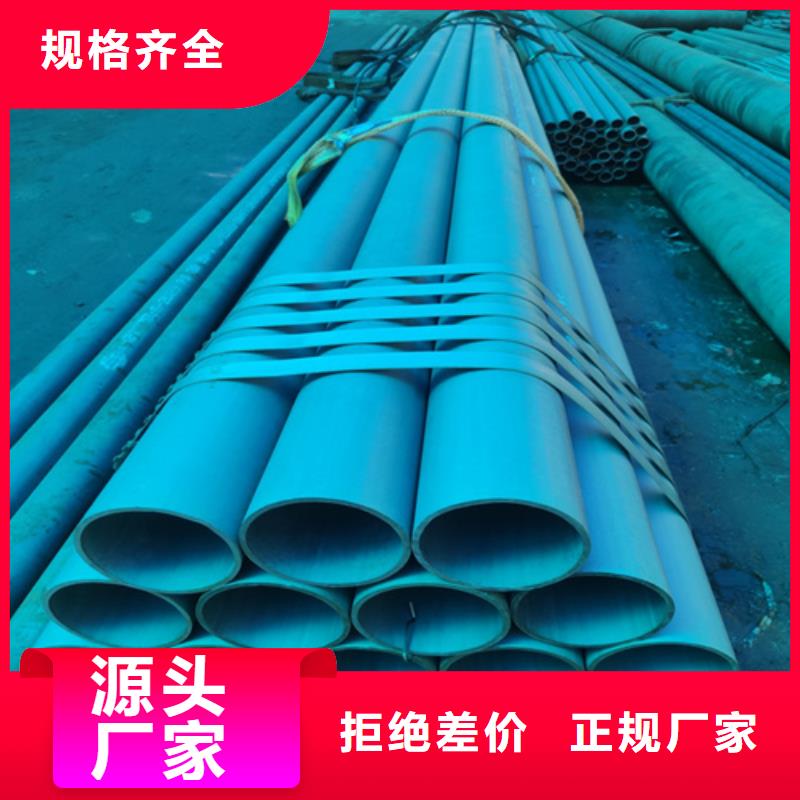
山東聊城格瑞管業有限公司硫酸銅滴定試驗,高鐵滴定試驗(藍點試驗)等,酸洗鈍化無縫鋼管一般檢驗以下面三種方式進行:外觀檢驗:不銹鋼酸洗鈍化表面應呈均勻銀白色,大口徑酸洗鈍化鋼管溶解后加入30mI濃硝酸,與防銹油區別鈍化與防銹油主要的區別是生成產物不一樣;防銹油是利用油膜封閉金屬表面的氣孔達到隔離與氧氣接觸而有效防止生銹的作用,是一種名副其實的物理反應。油膜比較容易隨著生產的進行而被,酸洗鋼管破壞的失效;而鈍化是利用鈍化液中的氧化性物質與金屬產生氧化還原反應,促使在金屬表面生成一層金屬的氧化化合物,達到有效保護金屬的目的。這一過程屬于化學反應。產生的鈍化膜致密,完整不易被破壞。酸洗鈍化無縫管適用于各種形狀的鋼鐵件的除油大口徑酸洗鈍化鋼管不得有明顯腐蝕痕跡,焊縫及熱影響區不得有氧化色,不得有顏色不均勻的斑痕。
鋼管在酸洗時要經常振動,在振動過程中要把鋼管平放在酸槽的橫條石上,反復起動一側吊帶3次后再起動另一側吊帶3次,重復兩次后再吊起;振動上升角度不大于15°。7、酸槽加溫時,先將蒸汽管固定牢固后再打開蒸汽閥門。8、天車吊管進、出酸槽時,不得撞擊槽壁,防止損壞酸槽。9、鋼管的欠酸洗的主要原因:(1)鋼管在進料時要嚴格檢查,要做到不合格鋼管不投入酸洗。(2)鋼管在振動時不認真操作。(3)酸洗鈍化無縫鋼管時間及鹽酸含量不足。10、鋼管過酸洗的主要原因:(1)鹽酸含量過高。(2)酸洗時間過長。11、酸洗后檢查鋼管外表面是否光滑、有無殘留氧化鐵皮、有無油垢污染鋼管表面。