| 產品參數 | |
|---|---|
| 產品價格 | 120 |
| 發貨期限 | 不含運費 |
| 供貨總量 | 1000 |
| 運費說明 | 3-7天 |
| 品牌 | 鉅順模具 |
| 產品分類 | 玻璃鋼模具,鋼模具,塑料模具 |
| 產品材質 | 玻璃鋼,樹脂 |
| 產品規格 | 根據客戶要求規格定制 |
| 加工周期 | 3-7天 |
| 生產能力 | 10000 |
| 模具用途 | 手糊玻璃鋼 |
| 模具用途 | 混凝土模具 |
| 包裝 | 普通 |

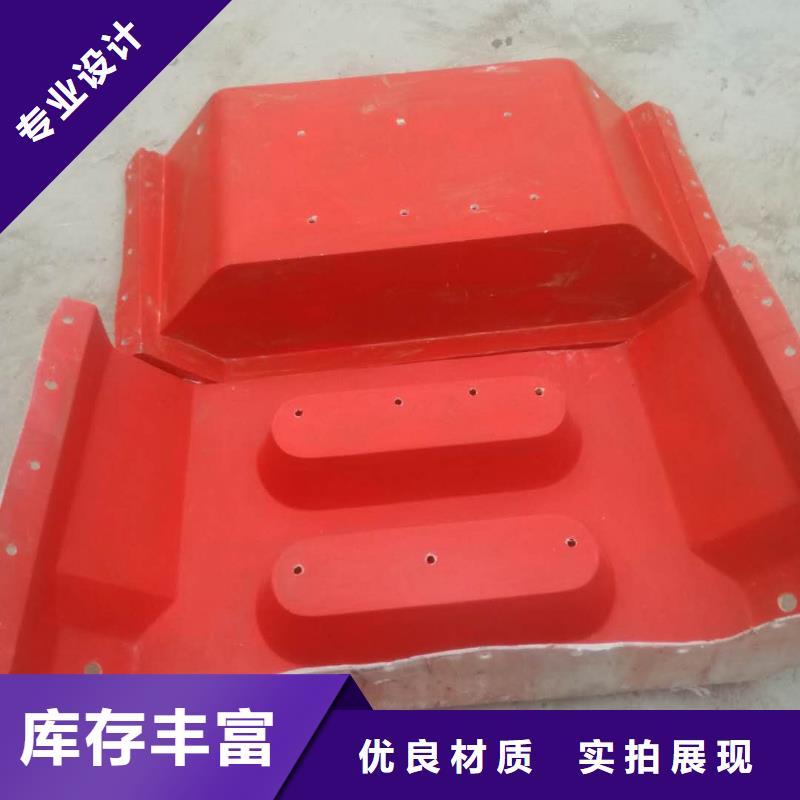
保定市城東閆莊工業區鉅順模具制造廠專業生產各種高鐵路軌,水泥道軌,混凝土路軌,鐵路路軌,混凝土道軌,水泥塑料路軌,砼制品路軌模具,高速鐵路道軌,新型免燒路軌模盒,路軌模具,道軌模具,路軌模盒,道軌模盒,免燒磚機械,各種多功能制磚機,花磚機,水泥墊塊機,路沿石/路牙石模具,道軌模具,路軌塑料模盒。高速公路正六邊形護坡磚模具,水泥護坡磚模具,水泥路牙石模具,水泥道牙模具,護肩板模具,空心六角護坡磚模具,實心六角護坡磚模具,空心六棱塊護坡磚塑料模具,實心六棱塊護坡磚塑料模具,以及南水北調工程河道護坡模具,護草磚模具,護肩板模具,路肩板模具,各種規格路牙石模具,路沿石模具,路平石模具,路側石模具,路邊石模具,路緣石模具,塑料井蓋模具,水泥井蓋模具。高速鐵路電纜蓋板,混凝土預制蓋板塑料模具高速鐵路鵝卵石蓋板,混凝土預制蓋板塑料模具高速鐵路橋梁蓋板,高速公路、鐵路、橋梁、涵洞、遂道、廠區電纜工程用電纜蓋板模具、模盒。我廠生產加工定做各種高速鐵路蓋板模盒模具,有一定生產規模和經驗混凝土預制蓋板塑料模具,已成功生產的有北京至天津段高速鐵路蓋板,護坡,武廣高速鐵路韶關段,橋上,橋下蓋板,合武高速鐵路的電纜蓋板。


原輔材料的選用選用優質的原輔材料,是制造高品質模具的重要條件。用于制造模具的原輔材料成本對于總成本來說只占很小的百分比,不能試圖節約而使用產品樹脂或已過貯存期的材料和劣質材料。
模具膠衣的檢驗模具膠衣的貯存期是要求非常嚴格的指標,依照膠衣供應商的建議是十分重要的,大多數情況下,生產者能夠保證膠衣從包裝到一特定時間的使用質量。因此,生產者與檢查者應經常檢驗每桶膠衣的生產日期或日期編號,以便確認膠衣是否在有效的使用期內。
⑴混合在使用前用一氣動攪拌器徹底攪拌每一桶模具膠衣,并確保桶里所有的材料都得到完全的混合,然后,允許膠衣停留幾分鐘以恢復到它自身的黏度,再進行使用。
⑵溫度核實膠衣的溫度在21~28℃范圍內,該溫度是制模工藝要求的適宜溫度。
制定合理的制模時間表安排適宜的制模時間表是制造好模具的因素之一。采用傳統的鋪層方法所需求的時間均由這些原輔材料的化學特性決定的,企圖走捷徑或加速工藝,都將對模具的質量產生不良的影響玻璃鋼模具材料的選擇
基體樹脂要求固化收縮率低,電絕緣性能極好,對各種酸堿及有機溶劑都很穩定,抗拉強度可達450~700kg/cm2,抗彎曲強度可達900~1200kg/cm2。固化劑采用m50固化劑。模具膠衣采用耐高溫、硬度高、韌性好的模具專用膠衣。制作FRP模具的纖維增強材料采用300g/m2無堿短切氈、表面氈采用40g/m2和0.2mm或0.4mm玻璃纖維方格布。
玻璃鋼模具工藝規程
利用RP原型為母模手糊成型玻璃鋼模具的工藝流程。這種方法是以液態的樹脂與有機或無機材料混合作為基體材料,并以原型為基準手工逐層糊制模具的一種制模方法(4)樹脂膠液配制由于常溫樹脂粘度很大,可先將不飽和聚酯樹脂在60℃恒溫箱中加熱30min,以降低其粘度,再加入20~25份的固化劑(固化劑的加入量應根據當時的氣溫、現場溫度適當增減),迅速攪拌,進行真空脫泡1~3分鐘,以除去樹脂膠液中的氣泡,即可使用。
(5)玻璃纖維逐層糊制待膠衣初凝,手感軟而不粘時,將調配好的環氧樹脂膠液涂刷到經膠凝的模具膠衣上,隨即鋪一層短切氈,壓實,排出氣泡。積累方法進行逐層糊制,直到所需厚度。在糊制過程中,要嚴格控制每層樹脂膠液的用量,既要能充分浸潤纖維,又不能過多。含膠量高,氣泡不易排除,而且造成固化放熱大,收縮率大。整個糊制過程實行多次成型,每次糊制2~3層后,要待固化放熱高峰過了之后(即樹脂膠液較粘稠時,在20℃一般60min左右),方可進行下一層的糊制。糊制時玻璃纖維布必須鋪覆平整,玻璃布之間的接縫應互相錯開,盡量不要在棱角處搭接。要注意用毛刷將布層壓緊,使含膠量均勻,趕出氣泡,有些情況下,需要用尖狀物,將氣泡挑開。一片模具固化后,切除多余飛邊,清理模具及另一半原型表面上的雜物,即可打脫模劑,制作膠衣層,放置注射孔與排氣孔,進行第二片模具的糊制。待第二片模具固化后,切除多余的飛邊。為保證模具有足夠的強度,避免模具變形。可適當的粘結一些支撐件、緊固件、定位銷等以完善模具結構。
(6)脫模修整在常溫(20℃左右)下糊制好的模具,一般48小時基本固化定型,即能脫模。脫模時盡可能使用壓縮空氣斷續吹氣,以使模具和母模逐漸分離。一般 用400#~1000#水砂紙依次打磨模具表面,使用拋光機對模具進行表面拋光。所有的工序完成之后模具即可交付使用。


玻璃鋼玻璃鋼學名玻璃纖維增強塑料。它是以玻璃纖維及其制品(玻璃布、帶、氈、紗等)作為增強材料,以合成樹脂作基體材料的一種復合材料。復合材料的概念是指一種材料不能滿足使用要求,需要由兩種或兩種以上的材料復合在一起,組成另一種能滿足人們要求的材料,即復合材料。例如,單一種玻璃纖維,雖然強度很高,但纖維間是松散的,只能承受拉力,不能承受彎曲、剪切和壓應力,還不易做成固定的幾何形狀,是松軟體。如果用合成樹脂把它們粘合在一起,可以做成各種具有固定形狀的堅硬制品,既能承受拉應力,又可承受彎曲、壓縮和剪切應力。這就組成了玻璃纖維增強的塑料基復合材料。由于其強度相當于鋼材,又含有玻璃組分,也具有玻璃那樣的色澤、形體、耐腐蝕、電絕緣、隔熱等性能,象玻璃那樣,歷史上形成了這個通俗易懂的名稱“玻璃鋼”玻璃鋼的含義就是指玻璃纖維作增強材料、合成樹脂作粘結劑的增強塑料,國外稱玻璃纖維增強塑料。隨著我國玻璃鋼事業的發展,作為塑料基的增強材料,已由玻璃纖維擴大到碳纖維、硼纖維、芳綸纖維、氧化鋁纖維和碳化硅纖維等,無疑地,這些新型纖維制成的增強塑料,是一些高性能的纖維增強復合材料,再用玻璃鋼這個俗稱就無法概括了。考慮到歷史的由來和發展,通常采用玻璃鋼復合材料,這樣一個名稱就較了。


成型塑料制件的任務書通常由制件設計者提出,其內容如下:
1. 經過審簽的正規制制件圖紙,并注明采用塑料的牌號、透明度等。
2. 塑料制件說明書或技術要求。
3. 生產產量。
4. 塑料制件樣品。
通常模具設計任務書由塑料制件工藝員根據成型塑料制件的任務書提出,模具設計人員以成型塑料制件任務書、模具設計任務書為依據來設計模具。
二、 收集、分析、消化原始資料
收集整理有關制件設計、成型工藝、成型設備、機械加工及特殊加工資料,以備設計模具時使用。
1. 消化塑料制件圖,了解制件的用途,分析塑料制件的工藝性,尺寸精度等技術要求。例如塑料制件在外表形狀、顏色透明度、使用性能方面的要求是什么,塑件的幾何結構、斜度、嵌件等情況是否合理,熔接痕、縮孔等成型缺陷的允許程度,有無涂裝、電鍍、膠接、鉆孔等后加工。選擇塑料制件尺寸精度 的尺寸進行分析,看看估計成型公差是否低于塑料制件的公差,能否成型出合乎要求的塑料制件來。此外,還要了解塑料的塑化及成型工藝參數。


鉅順模具制造廠座落于四川德陽的 四川德陽護坡模具生產基地,擁有“ 四川德陽護坡模具之鄉”美譽。主要生產 四川德陽護坡模具等產品。我公司成立迄今,正是由于各界朋友們對于我們的持續支持與關懷,及本公司全體同仁辛勤的耕耘與付出,使公司持續發展與茁壯成長。展望未來,我公司人懷著感恩之心,來回饋社會,服務顧客。