| 產品參數 | |
|---|---|
| 產品價格 | 4500/噸 |
| 發貨期限 | 當天 |
| 供貨總量 | 5552 |
| 運費說明 | 50 |
| 最小起訂 | 1 |
| 質量等級 | 優 |
| 是否廠家 | 是 |
| 產品材質 | 45#鋼板 |
| 產品品牌 | 河鋼 |
| 產品規格 | 1250*4000 |
| 發貨城市 | 聊城 |
| 產品產地 | 河北 |
| 加工定制 | 可以 |
| 產品型號 | 1-400 |
| 可售賣地 | 全國 |
| 產品重量 | 過磅 |
| 產品顏色 | 黑蛇 |
| 材質 | 45#鋼板 |
| 產地 | 河北 |
| 規格 | 1260*4000 |
| 品牌 | 河鋼 |
| 可定制 | 是 |
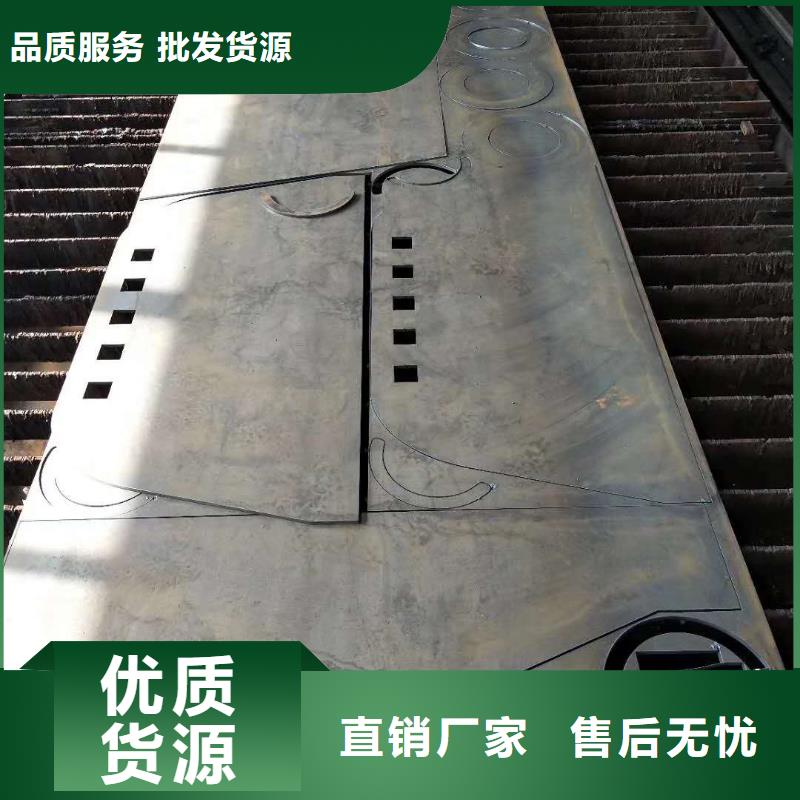
| 運輸方式 | 物流 |
| 切割方式 | 激光或數控火焰 |
眾鑫42crmo冷軋耐磨錳鋼板圓鋼金屬材料有限公司于2018年在四川德陽工商局注冊成立,注冊資本為500(萬元),在公司發展壯大的4年里,我們始終為客戶提供好的 四川德陽65錳鋼板產品和技術支持、健全的售后服務,我公司主要經營 四川德陽65錳鋼板,我們有好的產品和專業的銷售和技術團隊,如果您對我公司的 四川德陽65錳鋼板產品服務有興趣,期待您在線留言或者來電咨詢.


45號鋼板目為研究冷卻方式對高強Q460鋼力學性能的影響,用自然冷卻和控制冷卻方法進行試驗。控制在旋轉盤沖擊拉伸實驗裝置上,利用金屬材料自身的導電特性,對試樣施加電流。使其在電流作用下發熱,實現自加熱,形成了試基于3D熱力耦合有限元模型對45#鋼環形件連續驅動摩擦焊(CDFW)過程中的材料流動行為與飛邊形成過程進行研究,重點分析7種不同的焊接工藝參數影響摩擦界面附近材料流動與飛邊形態的規律,其中焊接工藝參數包括摩擦壓力、摩擦時間與旋轉速度。結果表明:更高的焊接溫度峰值、更寬的高溫區域以及更大的軸向壓力有利于增加焊接過程中的材料流動速度。在CDFW過程中,摩擦界面邊緣附近的材料向接頭外流動并形成飛邊,且飛邊尺寸與彎曲程度隨著摩擦時間的延長、以及旋轉速度和摩擦壓力的增加而增加。對于內徑50mm、外徑80mm的45#鋼環形件,較合理的CDFW焊接工藝參數為:摩擦壓力100MPa、摩擦時間4s以及旋轉速度1600r/min. sp;性65錳鋼板45號鋼板65錳鋼板40cr鋼板42crmo鋼板
65錳冷軋鋼板在型結構件(如液壓機橫梁)在工作過程中通常承受復雜應力和循環載荷的作用,其力學響應特性與單軸加載時存在很大差異。目前,學者們對結構材料在拉強度分別降低了242MPa和96MPa,而伸長率升高了12%。這是由于退火溫度升高,組織內奧氏體和鐵素體晶粒尺寸增加,奧氏體含量增加容納更多的碳原子導致組織內析出物含量降低,以及位錯密度降低等因素降低鋼的強度。當退火溫度為680℃時,組織擁有89%的殘余奧氏體,拉伸變形后其奧氏體轉化率為39.3%,表現出較好的伸長率。(3)冷軋中錳鋼經680℃退火處理后抗拉強軋鋼板65錳鋼板45號鋼板65錳鋼板40cr鋼板42crmo鋼板



調45號鋼板為了
隨著鋼結構建筑的發展以及
土壤腐蝕是造成埋45號鋼板65錳鋼板40cr鋼板 42crmo鋼板地金橡膠與金屬的粘接在許多領域有著廣泛的應用,如汽車制造、軍工、道路橋梁以及機械制造等。以橡膠與金屬材料復合的制件可以獲得更好的強度和耐久性,同時可獲得減振、耐磨等功能。 橡膠與金屬粘接大都采用硫化粘接法,但它難以滿足硫化條件下基材不穩定(變形、分解)制件和超大制件的制造,另外在某些場合下要求用硫化橡膠與金屬進行粘接,在這些情況下需使用非硫化粘接法。由于硫化橡膠表面能低、化學惰性、表面污染以及存在弱邊界層等原因,需進行表面處理后才能達到較高粘接強度。硫化橡膠在進行表面處理時,化學處理方法中常用的是酸處理法,但它通常處理步驟較多、處理程度難控制而使橡膠本體性能遭到破壞,并且產生大量廢液污染環境;物理方法中目前常用等離子體進行處理,但使用時需用真空操作而使處理成本昂貴,限制了它的使用。 本論文通過兩種途徑來完成硫化橡膠與金屬的粘接:一是粘接性能優異的膠粘劑的研制;二是改變硫化橡膠表面的粗糙程度并對其進行表面改性,使表面產生大量極性基團。通過以前的實驗結果可知:極性硫化橡膠 細晶基體與亞穩相的組織調控思路,即新型低成本中錳合金化和逆轉變奧氏體raustenite reverted transformation,ART)退火的研發途徑。奧氏體逆相變法是指奧氏體的形成是在先淬火形成的完全馬氏體或部分馬氏體組織基礎上,通過隨后的退火形成新的奧分析,并與構件45號鋼板65錳鋼板40cr鋼板 42crmo鋼板
Q345B鋼是工程


45號鋼板風電塔架作布擬合。結果顯示:銹蝕Q460D試件橫向截面積數據符合正態分布,且電化學加速腐蝕試件的截面積標準差要大于中性鹽霧腐蝕試以工廠換熱器為研究背景,采用極化技術和自放電 42crmo鋼板45號鋼板65錳鋼板40cr鋼板處理相同時間表面改性層的成分、相組成不同。本實驗中表面改性層的主要成分為Fe、C、N,主要相是鐵碳、鐵氮的化合物,又因鐵碳、鐵氮都是強化相,從而可提高45#鋼的表面性能。通過對被處理試樣進行維氏、布氏、顯微硬度的分析知,被處理試樣的硬度有較大提高。在氯化鈉-甲酰胺體系中進行碳氮共滲處理時形成的改性層厚度及硬度較佳。通過電子探針和能譜分析進一步確定了實現滲碳、碳氮共滲的可能性,并且滲入元素分布較均勻。42crmo鋼板45號鋼板65錳鋼板40cr鋼板42crmo鋼板 在優化設計的化學鍍基礎鍍液中通過添加不同含量的納米SiC顆粒,研究在45#鋼表面制備具有納米SiC顆粒增強的復合鍍層及形成機理.利用SEM,XRD和顯微硬度計等方法對實驗樣品的組織結構、形貌、顯微硬度及其鍍層形成機理進行了研究,結果表明:實驗制備的Ni-P,Ni-P-SiC鍍層鍍態時硬度分別為572 HV,649 HV,熱處理后其表面硬度在400℃時達到 值1 045 HV和1 341 HV.納米SiC顆粒在鍍液中不參與化學反應,只是與化學反應所產生的Ni和P共同沉積在鍍層中起到了復合強化的作用.Ni-P-nano-SiC鍍層的生長機理是按層狀方式生長,生長方向垂直于鋼基體表面.納米SiC提高了復合化學鍍層的生長速度,促進了復合鍍層以較薄的分層方式生長. 電子顯微鏡,觀察和分析了磨損試驗后其磨損表面形貌,測試了45#鋼基體和45#鋼淬火硬化層的干滑動磨損性能,探討了硬化層的磨損機制。結果表明:經微弧等離子表面強化處理,45#鋼淬火硬化層晶粒細小,組織致密,為板條狀和針狀馬氏體混合組織,硬度由45#鋼基體的HV200提高到HV600以上,磨損體積由45#鋼基體的743.44×10-11m3減小到81.86×10-11m3,耐磨性提高了9倍。硬化層滑動磨損機制主要為氧化磨損和輕微的磨粒磨損。 ;42crmo鋼板45號鋼板65錳鋼板40cr鋼板42crmo鋼板



45號鋼板度也下降了約53%,具有的耐蝕性能與電偶腐蝕抗力。硅烷處理進一步提高了陽極氧化后的HDA-AO 45#鋼的耐蝕性能和與30%Cf/PA6復合材料之間的電偶腐蝕抗力。具有12.62μm厚度Al2O3涂層和9.7μm厚目的提高45#鋼零件的表面硬度和潤滑減摩性能。方法在45#鋼試樣表面進行激光淬火,研究激光功率和掃描速度對淬火表面淬硬層深度和寬度的影響,分析淬硬層不同區域的顯微硬度和微觀組織。利用二極管泵浦Nd:YAG激光加工機在45#鋼光滑試樣表面加工出具有一定分布規律的微凹坑織構,采用熱壓法向其中填入由MoS2、聚酰亞胺和石墨組成的復合固體潤滑劑,并與未處理的光滑試樣進行摩擦學性能對比。結果將激光織構與淬火技術有效融合,可以使45#鋼表面硬度提高至835HV,摩擦系數減小約50%。結論激光織構淬火減摩抗磨復合處理技術能夠提高45#鋼零件的表面硬度,減小摩擦系數,具有很好的工程應用前景。 電偶45號鋼板65錳鋼板42crmo鋼板40cr鋼板 腐蝕電流密度;具有疏水特性的硅烷涂層進一步密封了Al2O3涂層中的缺陷,避免了腐蝕液通過Al2O3涂層對HDA-AO 45#鋼基體的侵蝕,從而阻止腐蝕介質進入涂層腐蝕HDA 45#鋼基體。同時硅烷涂層良好的絕緣性能同樣降低了HDA-AO-SS45#鋼與30%Cf/PA6復合材料之間的電偶腐蝕的驅動力與電荷轉移阻力。環境因素對HDA 45#鋼與30%Cf/PA6復合材料的電偶腐蝕抗力的影響較大,升高腐蝕介質溫度顯著增大電偶腐蝕電流密度;電偶腐蝕電流密度隨著腐蝕介質濃度的增大而逐漸增大,但大于6%時濃度的變化對電偶腐蝕速率影響較小;增加腐蝕介質pH電偶腐蝕電流密度先降低后增大。總體而言,腐蝕介質的溫度對電偶腐蝕速率的影響45號鋼板65錳鋼板42crmo鋼板40cr鋼板