以下是:N110pe給水管道安裝(熱熔接)的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 材質 pe聚乙烯 產地 河北保定 規格 25*1.6mpa 類型 pe給水管 顏色 黑色帶藍道 品牌 欣騰達 用途 自來水,灌溉用管 可定制 是 N110pe給水管道安裝(熱熔接),日基科技發展有限公司為您提供N110pe給水管道安裝(熱熔接)產品案例,聯系人:劉英俏,電話:0527-88266222、13933202363,QQ:982075129,發貨地:昝崗鎮工業區發貨到寧夏 銀川。 寧夏回族自治區 元至元二十四年(1287年),設寧夏府路,寧夏由此得名。寧夏回族自治區是中華民族遠古文明發祥地之一。早在3萬年前的舊石器時代就有人類在這里生息繁衍,黨項族首領李元昊在此建立了西夏王朝,并形成了西夏文化。寧夏的水洞溝遺址是三萬年前舊石器時代的遺址。寧夏還是中國長城博物館,從戰國長城到明長城的古長城遺址,在寧夏都有分布。寧夏還是紅色土地、紅軍長征會師地、陜甘寧革命舊址等,既有秀美的風光,又有深厚的歷史文化底蘊,古今素有“塞上江南”之美譽。
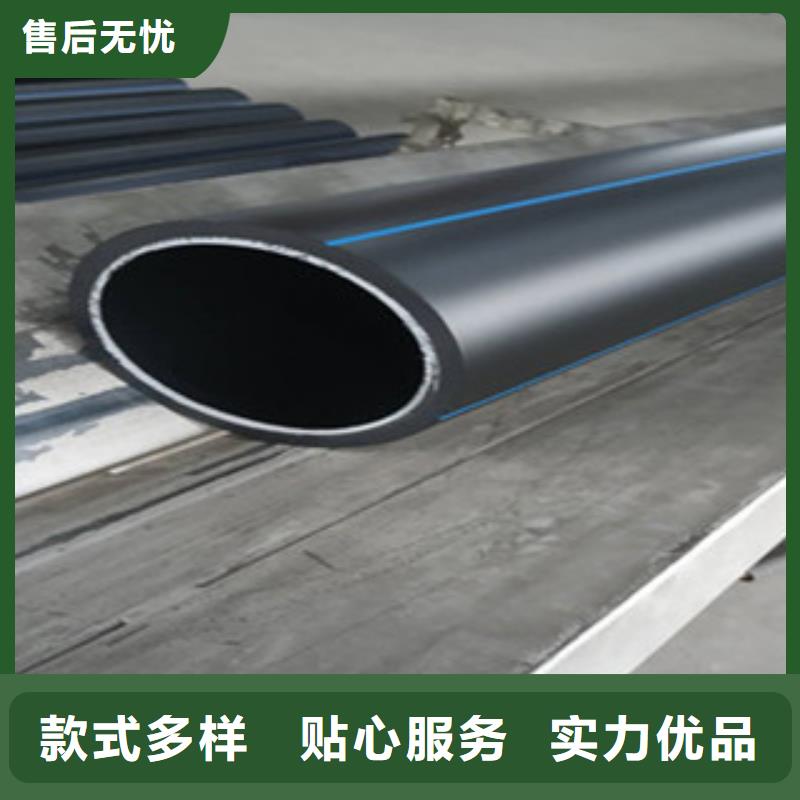
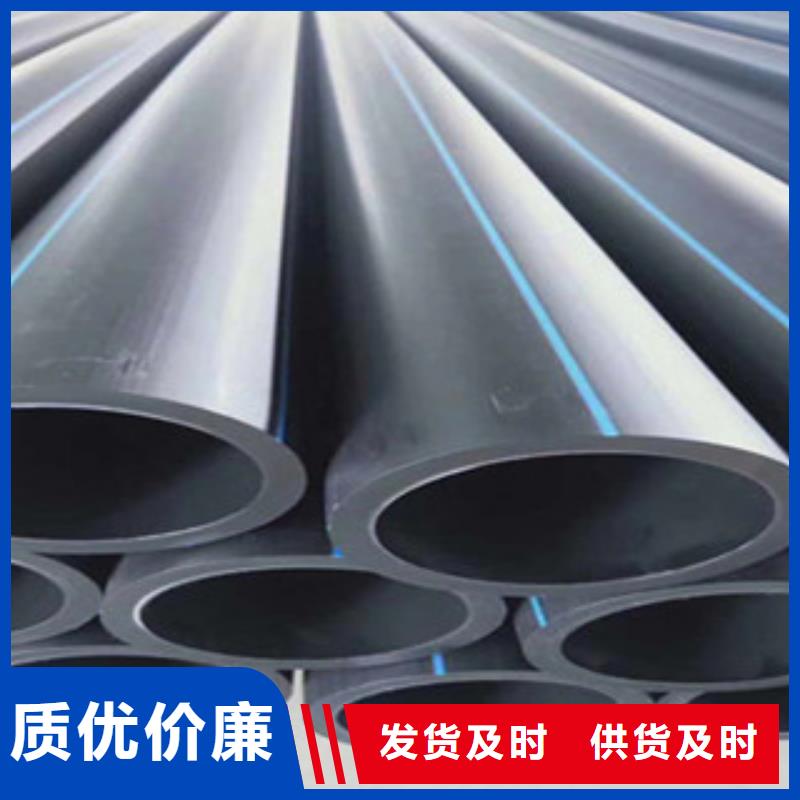
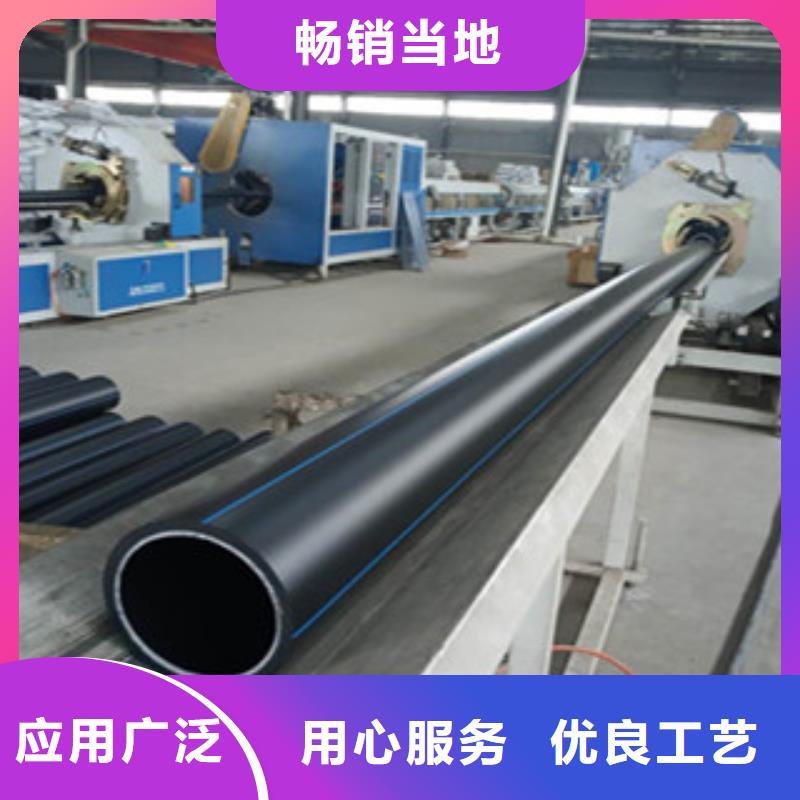
為了讓您更地了解我們的N110pe給水管道安裝(熱熔接),我們精心制作了產品視頻。請花1分鐘時間觀看,您會發現更多細節和優勢。以下是:N110pe給水管道安裝(熱熔接)的圖文介紹
相同管徑、相同長度、相同壓力下的PE管其流通能力要比鋼管大30%左右;安裝性能優異:管道連接采用在承口預埋電熔絲同材質承插電熔連接技術,連接質量高。可做到無泄露,保證了管道系統壽命的相同性和運行的性;基本上做到邊開挖、邊下管、邊回填,簡化了施工程序,縮短了工期。在工程驗收時,采用閉氣檢驗代替閉水試驗,既加快了驗收速度,又節閉水試驗中繁雜的工作和大量的試驗費用;密封性好、零滲漏:PE管本身采用承插式熔接連接(熱熔或電熔),本質上保證了接口材質。結構與管體本身的同一性,實現了接頭與管材的一體化;其接口的抗拉強度與強度均高于管材本體,可有效抵抗內壓力產生的環向應力軸向應力;耐磨性好:耐磨性是鋼管。
寧夏日基科技發展有限公司長期以來培養 鋼帶增強螺旋波紋管技術人才,積累了從 鋼帶增強螺旋波紋管產品開發、工藝、工裝設計到批量生產的豐富的理論和實踐經驗。能夠在較短的時間內開發出滿足用戶要求的 鋼帶增強螺旋波紋管產品。
質量方針:以客戶為中心、以 鋼帶增強螺旋波紋管質量求發展、以技術帶進步、以管理創效益。
企業作風:求是務實、行動迅速、細致周到、精益求精。
材料驗收
① 接收管材、管件必須進行驗收。先驗收產品使用說明書、產品合格證、質量保和各項性能檢驗驗收報告等有關資料。② 驗收管材、管件時,應在同一批中抽樣,并按現行標準《給水用(PE)聚乙烯材》進行規格尺寸和外觀性能檢查,必要時宜進行測試。
存放① 管材、管件應該存放在通風良好、溫度不超過40℃的庫房或簡易的棚內。② 管材應水平堆放在平整的支撐物或地面上。堆放的高度不宜超過1.5米,當管材捆扎成1mx1m的方捆,并且兩側加支撐保護時,堆放高度可適當提高,但不宜超過3m,管件應逐層疊放整齊,應確保不倒塌,并且便于拿取和管理。③ 管材、管件在戶外臨時堆放時,應有遮蓋物。④ 管材存放時,應將不同直徑和不同壁厚的管材分別堆放。
它們是一種以高密度聚乙烯HDPE為原料,經纏繞焊接成型的一種管材,由于其獨特的成型工藝,可以生產直徑達3米的管材,這是其他生產工藝難以完成的。高密度聚乙烯HDPE由于其本身優異的融焊接性能不但保證了產品成型工藝和產品質量,而且也為施工連接提供了多種可靠方式,如電熱熔焊接,熱收縮連接等等,同時這也是滲漏情況很少出現的一個重要原因,也正是因為這個原因,這種管材才具有其它管材不具備的獨特的環保功能,這對當前人們關注的污染提供了非常有效的方法,并且本管材使用壽命可長達50年以上目前國內克拉管標準是GB/T19472.2-2004B型結構壁管,用戶可從我公司網站的管道標準欄目中自行下載。其中相關的引用標準包括:GB/T1033-1986塑料密度和相對密度試驗方法(eqvISO/DIS1984)GB/T2828-1992逐批檢查計數抽樣程序及抽樣表(適用于連續批的檢查)GB/T2918-1998塑料試樣狀態調節和試驗的標準環境(idtISO1997)GB/T3682-2000熱塑性塑料熔體質量流動速率和熔體體積流動速率的測定(idtISO19。
(1)同時加熱管材、管件,然后承插(承插到位后待片刻松手,在加熱、承插、冷卻過程中禁止扭動;(2)將熱熔機模頭加溫至20左右;(3)用管剪根據安裝需要將管材剪斷;(4)自然冷卻(5)在管材待承插深度處標記號;(6)施工完畢經試驗壓驗收合格后投入使用。1、材料準備:將管道或管件置于平坦位置,放于對接機上,留足10-20mm的切削余量。2、切削:切削所焊管段、管件端面雜質和氧化層,保證兩對接端面平整、光潔、無雜質。3、對中:兩焊管段端面要完全對中,錯邊越小越好,錯邊不能超過壁厚的10%。否則,將影響對接質量。4、加熱:對接溫度一般在210-230℃之間為宜,加熱板加熱時間冬夏有別,以兩端面熔融長度為1-2mm為佳。5、熔融對接:是焊接的關鍵,對接過程應始終處于熔融壓力下進行,卷邊寬度以2-4mm為宜。6、冷卻:保持對接壓力不變,讓接口緩慢冷卻,冷卻時間長短以手摸卷邊生硬,感覺不到熱為準。7、對接完成:冷卻好后松開卡瓦,移開對接機,重新準備下一接口連接。
選購N110pe給水管道安裝(熱熔接)來寧夏找日基科技發展有限公司,我們是廠家直銷,產品型號齊全,確保您購買的每一件產品都符合高標準的質量要求,選擇我們就是選擇品質與服務的雙重保障。聯系人:劉英俏-13933202363,{QQ:982075129},地址:[昝崗鎮工業區]。
")
")
")
")
")
")
")
")
")
")
")
")