| 產品參數 | |
|---|---|
| 產品價格 | 9999 |
| 發貨期限 | 電議 |
| 供貨總量 | 99 |
| 運費說明 | 2 |
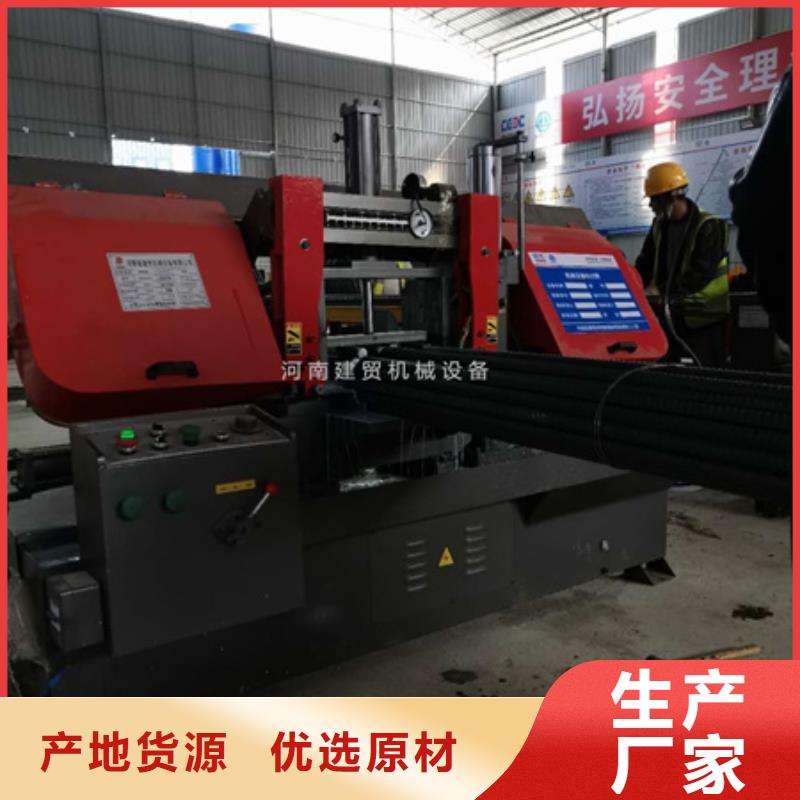
| 品牌 | 河南建貿 |
| 型號 | GB4240 |
建貿機械設備有限公司坐落于中國的 寧夏鋼筋帶鋸床生產基地--寧夏,是一家專業生產、研發、銷售 寧夏鋼筋帶鋸床廠家, 經過多年的不懈努力,建貿機械設備有限公司憑著產品優良的品質,精致的制造工藝、規范的管理和完善的服務,贏得了廣大客戶的信賴和支持。



常呈現的維修誤區:毛病未定位,盲目的拆開設備。一些修補人員因為對帶鋸床結構、原理不清楚,不仔細分析毛病原因,不能判別毛病部位,憑著 大約、差不多的思維盲目對機械大拆大卸,成果不光原毛病未掃除,并且因為修補技能和工藝較差,又呈現新的問題。 當數控機床呈現毛病后,要經過檢測設備進行檢測,如無檢測設備,可經過問、看、查、試等傳統的毛病判別辦法和手法,結合其結構和作業原理,斷定可能發作毛病的部位。在斷定毛病時,一般常用掃除法和比較法,依照從簡略到復雜、先表面后內部、先總成再部件的次序進行,切忌;不問青紅皂白,盲目大拆大卸。
盲目替換設備零部件。鋸床數控體系毛病判別和掃除相對困難一些,有些修補人員一向選用換件實驗的辦法,不論大件小件,只要以為可能是導致毛病的零部件,一個一個替換實驗,成果非但毛病沒掃除,且把不應替換的零部件隨意替換了,增加了消費者的開支。在修補時,應根據毛病現象仔細分析判別毛病原因及部位,對能修正的零部件要采納修補的辦法康復技能功能,根絕盲目替換零部件的做法。



鋸床全數控化、網絡化。大型工件的切割過程往往持續數小時,為保證一人多機的生產條件,提高鋸切加工的精度和效率,鋸切過程的全數控化勢在必行
我們都知道的就是現在是互聯網的時代,所以網絡化也是一個不可忽視的地方,生產率的各個方面也和網絡有掛鉤,臥式帶鋸床品牌也會不斷前進。浙江省溫州市鋼筋帶鋸床
我廠專業生產大型帶鋸床;擁有100多名的售后服務隊伍,完善的售后保證,保證每個客戶問題及時反饋和處理;本廠常年保存充足的大型帶鋸床產品備件,滿足用戶隨時的維護和維修需求。
筋帶鋸床操作規程鋸床鋸條打齒的原因及以及解決方法:
1、鋸條齒型選擇不當,主要表現為鋸條齒距選擇過大或齒鋸過密,建議根據切割材質的直徑或形狀來選擇適合的齒型。