| 產品參數 | |
|---|---|
| 產品價格 | 電議 |
| 發貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運費說明 | 電議 |
| 品牌 | 浩融金屬 |
| 產地 | 山東 |
| 是否進口 | 否 |

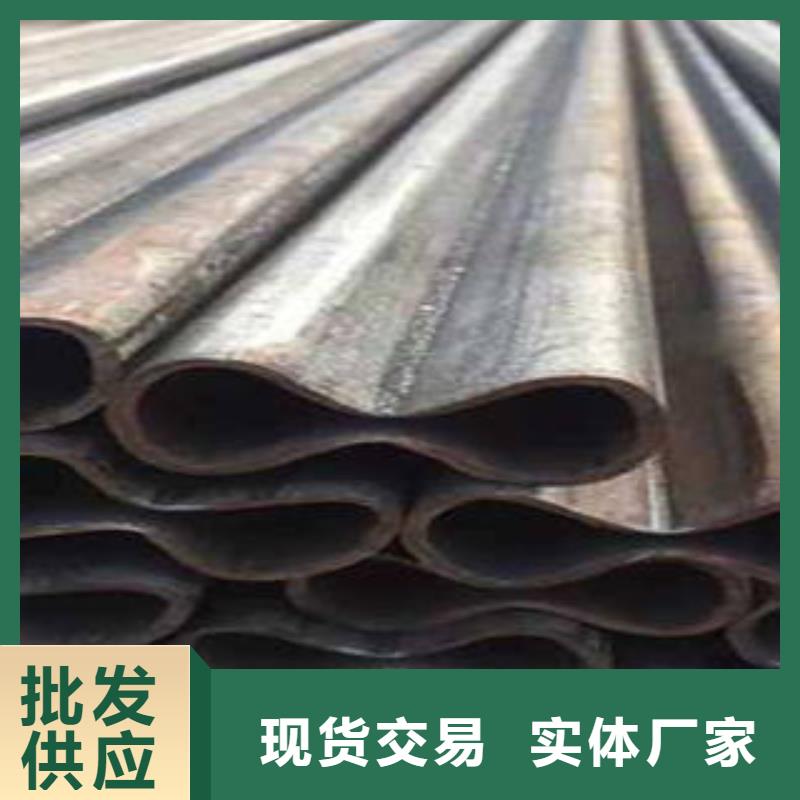
異型管波浪缺陷的七點措施
異型管在退火時可能會出現局部波浪形,表現為中間浪和邊浪,少量二肋浪。這種缺陷一般與來料質量、機組爐底輥磨損程度、加熱和冷卻時的熱應力等因素有關。我們可以采取以下措施來進行:
(一)通過增加控冷風機的輸出量,通過增加快冷風機的輸出功率來進行調整。
(二)在異型管生產過程中,通過高低牌號調整和爐內氣氛控制減少結瘤磨輥的時間,從而減少碳套輥的整體磨損。如果此時還出現碳套輥整體磨損邊浪,則是碳套輥超期服役造成的。
(三)為兩側邊浪,減少異型管帶鋼邊部氮氣通入量,增加二肋氮氣通入量,將控冷擋板的比例由原來的2-5-9-5-2調整為1-6-9-6-1。
(四)正常情況下,連退爐內帶鋼張力根據帶鋼規格計算設定,原則是保證帶鋼的穩定運行。張力過小,影響糾偏輥的糾偏能力,不能保證帶鋼在爐內中間運行的軌跡,使帶鋼在爐內跑偏,嚴重時造成刮邊。來料出現不平度為1.5%的浪形時,爐內張力應適當調低。
(五)生產中要使爐子兩側燒嘴燃燒的數量一致且分布對稱,根據儀表顯示和火焰顏色調整燃燒狀態,使異型管帶鋼在無氧化爐內加熱均勻,以防止產生加熱浪形。
(六)碳套的使用周期根據生產規格和牌號可以有一定區別,生產牌號越高,碳套使用周期越短;生產規格越窄,碳套使用周期越短。建議中低牌號連退退火機組碳套使用周期為4-6個月。
(七)保證碳套輥與異型管鋼帶的同步性。在設定爐輥速度時,要考慮帶鋼的熱膨脹,根據對應爐段的不同溫度進行爐輥的速度補償,使每根爐輥的速度都和相應的帶鋼速度一致,以減少爐輥和帶鋼速度不同步造成的爐底輥磨損。


工件可放置在封閉的空間(經抽真空或內部氣體環境在控制下);
激光束可聚焦在很小的區域,可焊接小型且間隔相近的部件;
可焊材質種類范圍大,亦可相互接合各種異質材料;
易于以自動化進行高速焊接,亦可以數位或電腦控制;
焊接薄材或細徑線材時,不會像電弧焊接般易有回熔的困擾;
不受磁場所影響(電弧焊接及電子束焊接則容易),能的對準焊件;
可焊接不同物性(如不同電阻)的兩種金屬;
不需真空,亦不需做X射線防護;
若以穿孔式焊接,焊道深一寬比可達10:1;
可以切換裝置將激光束傳送至多個工作站



浩融金屬制品廠有限公司為您提供的 四川德陽異型無縫鋼管一站式服務包含設計、生產、安裝,秉承以客戶為中心的服務理念,用心去感受客戶需求,公司主營 四川德陽異型無縫鋼管,為客戶提供優質的產品、良好的技術支持、健全的售后服務以及真誠的態度均得到新老客戶的一致好評。公司組織機構健全且擁有一批經驗豐富、高素質、率的員工隊伍,如果您對我公司的 四川德陽異型無縫鋼管產品服務有興趣,請在線留言或者來電咨詢。


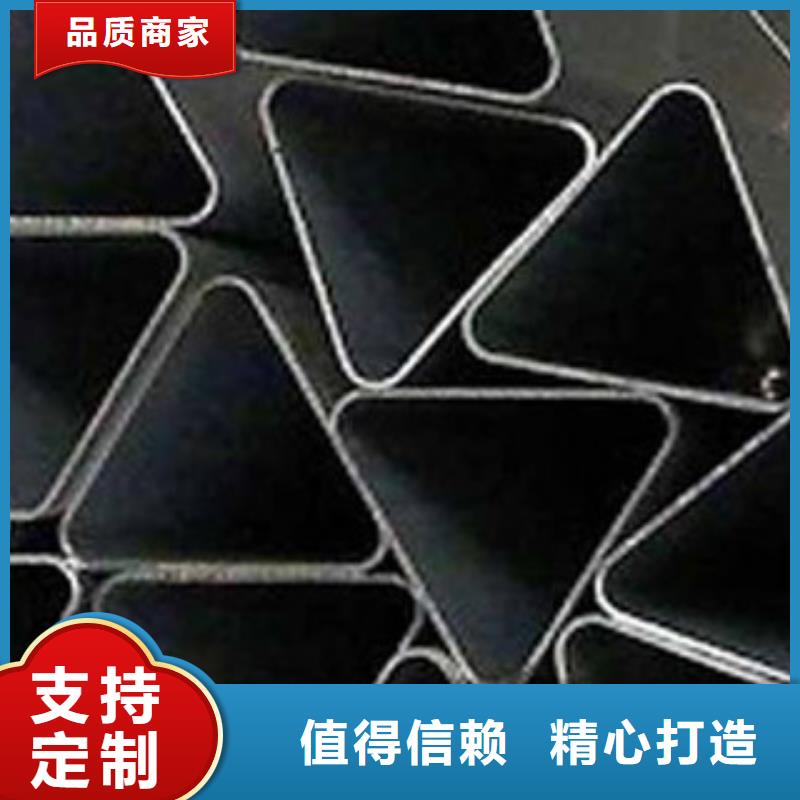
真正的彎曲方管壓實,然后彎曲的彎曲,內部和外部的托輥管異型鋼管的內外壁壓實是一個雙向的過程。矩形管真正的彎曲的優點是固體的彎曲將相對較小,并且,形成一個更準確的,并在生產時間,只要是使用輥式的準確,以及內部的反彈后的鋼管的成型比較準確的異型鋼管的角度,我們可以保證準確。
即時彎曲一定的缺點,主拉伸的時間將導致鋼管變薄,真正的彎曲使得矩形管彎曲,在農產品拉伸彎曲,導致異型鋼管的長度方向的彎曲線的長度變短,和金屬含量將因為拉伸減薄。