
以下是:新余耐磨450耐磨板切割的產品參數
材質 NM450耐磨板 產地 聊城 規格 齊全 類型 耐磨板 顏色 黑色 品牌 龍澤耐磨板 型號 齊全 可定制 是 新余耐磨450耐磨板切割,龍澤鋼材有限公司為您提供新余耐磨450耐磨板切割,聯系人:王經理,電話:0527-88266222、13676381400,QQ:2927897188,請聯系龍澤鋼材有限公司,發貨地:匯通國際金屬物流園A區304室發貨到寧夏 銀川。 寧夏回族自治區 元至元二十四年(1287年),設寧夏府路,寧夏由此得名。寧夏回族自治區是中華民族遠古文明發祥地之一。早在3萬年前的舊石器時代就有人類在這里生息繁衍,黨項族首領李元昊在此建立了西夏王朝,并形成了西夏文化。寧夏的水洞溝遺址是三萬年前舊石器時代的遺址。寧夏還是中國長城博物館,從戰國長城到明長城的古長城遺址,在寧夏都有分布。寧夏還是紅色土地、紅軍長征會師地、陜甘寧革命舊址等,既有秀美的風光,又有深厚的歷史文化底蘊,古今素有“塞上江南”之美譽。
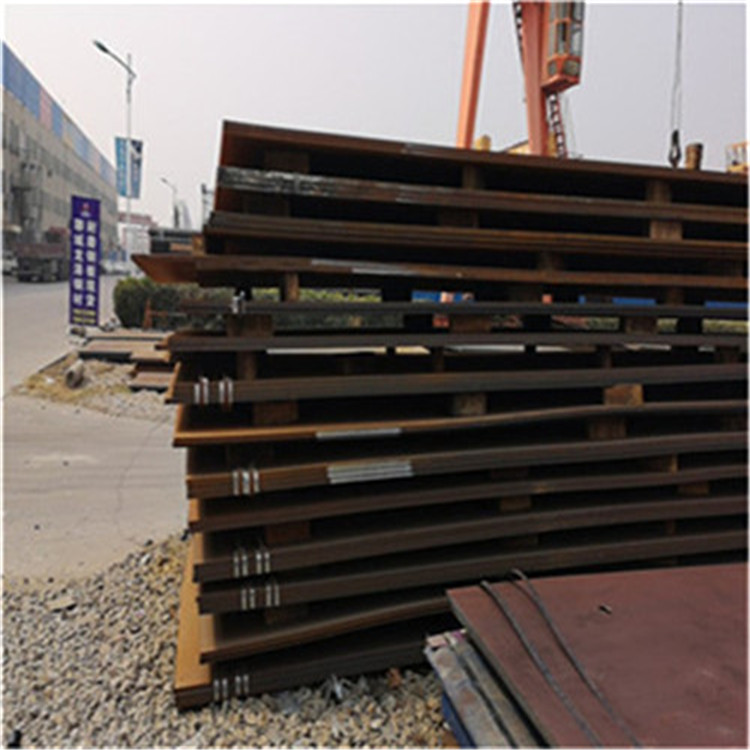
我們的新余耐磨450耐磨板切割視頻現已上線,它比任何文字描述都能更直觀地展示產品的魅力。請點擊觀看。以下是:新余耐磨450耐磨板切割的圖文介紹
寧夏龍澤鋼材有限公司有著多年 耐磨板發展歷史,是一家從事 耐磨板專業設計、制造、批量生產的綜合性企業。與國內多家科研院所建立密切合作關系,不斷研發被用戶看好的 耐磨板產品,深受廣大客戶好評。我公司具有完善的現代化管理模式, 耐磨板產品結構合理,性能可靠,確保向客戶提供高質量的產品和周到的售后服務。
相反,如果電弧燃燒不,使得熔滴過渡時飛溉現象嚴重,焊縫成型差,焊縫熔深淺,以及產生氣孔或者夾渣等缺陷,焊接質量就會低。影響電弧性的因素有焊接電源種類及特性、焊接電流、焊接電壓和焊劑成分以及電弧磁偏吹等,操作人員的熟練程度以及工件表面的清潔程度也會對電弧性產生影響。 生產中焊接電弧性的措施和方法是:對于采用交流電源的焊接方法,其電弧性問題主要是電流過零時電弧再引燃困難,可以通過添加脈沖電流或者在焊接電路中串聯電感來改善電弧的性。復合耐磨板焊接時兩塊耐磨板之間距離對電弧性有影響,所以兩塊復合耐磨板間距要得當。 也可以采用特殊的電流波形比如雙凹電流波形來解決電弧性問題。復合耐磨板中加入穩弧劑,使得電弧空間電離度增大,帶電粒子更容易產生,電弧性也可以得到。焊接在工業生產制造和現代化建設中發揮著重要的作用,對于焊接質量的監測顯得尤為重要,而電弧性又是影響焊接質量的一個重要因素。 焊接工藝性能由于自保護雙金屬耐磨板的工藝參數適應性小,所以試驗中對其進行了。雙金屬耐磨板58-O,60-O的焊接工藝性能優良:電弧燃燒,焊道成形好,飛濺少,氣孔很少,堆焊層致密無縮松,表面有少量渣點,不予清理不影響連續多層焊接,煙塵不大,噪聲低。
這種大裂紋有可能深入母板之中,造成較大的危害性。在焊接電流為600~700A情況下,母板的熔深約為2~4mm,熔深層已滲入碳與合金元素,故不再為韌性金屬。一般堆焊復合耐磨板的母板厚度為10mm,堆焊后的實際韌性區金屬約減小20~35%,如果表面裂紋越過熔深層向下繼續延伸,勢必造成母板強度的降低,更為嚴重者會造成復合耐磨板的斷裂。 研究表明,堆焊層的裂紋數量越多,越細小,分布越廣,則焊接應力釋放的越,母板焊后變形越小,應用中越。另外,復合耐磨板的表面若是沒有裂紋或很少的裂紋,則視為不合格產品,這是因為堆焊層表面硬度和耐磨性沒有達到要求。 焊接是一種使復合耐磨板之間形成性連接的加工工藝和,在多種焊接方法中,以熔化焊的應用為廣泛,而熔化焊中,主要的就是電弧焊。電弧焊以電極和母材之間產生的電弧作為熱源的主要來源,來熔化耐磨板與母材,在母材上形成熔池,冷卻后形成焊縫。 因此作為電弧焊的主要熱源,電弧對于電弧焊有著至關重要的作用。電弧性指的是電弧在焊接過程中保持燃燒而不發生斷弧、磁偏吹等現象的程度。燃燒的電弧具有熔滴過渡過程平穩,電弧弧長變化小,短路飛概較少等優點,所焊焊縫熔深、熔寬、余高都比較合適,焊縫成型美觀,焊接質量高。
在寧夏采買新余耐磨450耐磨板切割到龍澤鋼材有限公司,無論您是個人用戶還是企業采購,我們都將竭誠為您服務。品質保證,價格優惠,廠家直銷,歡迎有需要的客戶來電。聯系人:王經理-13676381400,QQ:2927897188,地址:《匯通國際金屬物流園A區304室》。




